Lost Foam Introduction Lost Foam Casting 1, Selection of Blister Beads:
2, model making:
3, the model is combined into clusters:
4, model coating:
5, vibration modeling:
6, casting replacement
7, cooling and cleaning the lost mold introduction lost foam casting 1, the choice of foam beads:
2, model making:
3, the model is combined into clusters:
4, model coating:
5, vibration modeling:
6, casting replacement
7. Cooling and cleaning. Editing this paragraph. Lost Foam Introduction Lost Foam Casting (also known as solid casting) is made of foamed plastic (EPS, STMMA or EPMMA) polymer materials to be exactly the same as the structure and size of the parts to be cast. The mold is dip-coated with refractory paint (intensified, smooth, and ventilating) and dried, and then buried in dry quartz sand for three-dimensional vibration modeling. The cast casting sand box is poured into the molten metal under negative pressure. The new material casting method is a new casting method in which a polymer material model is heated and gasified, and then replaced by a liquid metal to form a new one-time molding and casting process. There are many different names for lost foam casting. The main domestic name is “dry sand solid casting†and “negative compact castingâ€, referred to as EPS casting. Foreign names are: lost foam process ( USA ), policast process ( Italy ), etc. Compared with traditional casting technology, lost foam casting technology has unparalleled advantages, and is called “the casting technology of the 21st century†and “the green revolution of the foundry industry†by the casting industry at home and abroad. Lost foam casting has the following characteristics: 1. Good casting quality and low cost; 2. Unlimited material and suitable size; 3. High precision, smooth surface, reduced cleaning and machine saving; 4. Internal defects are greatly reduced, casting organization Dense; 5, can achieve large-scale, large-scale production; 6, for large-scale production casting of the same casting; 7, for manual operation and automated assembly line production and operation control; 8, production line in line with environmental protection technical parameters requirements 8. It can greatly improve the working environment and production conditions of the foundry production line, reduce labor intensity and reduce energy consumption. .
Edit this paragraph lost foam casting lost foam casting process:
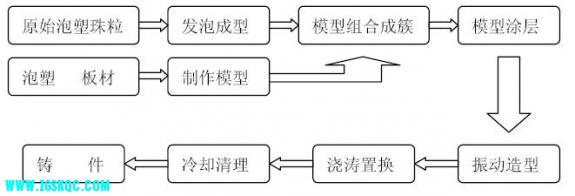
Introduction to the lost foam casting process:
1, the choice of foam beads:
There are three types of foam beads dedicated to lost foam casting. 1 expandable polystyrene resin beads (abbreviated as EPS); 2 expandable methyl methacrylate and styrene copolymer resin beads (STMMA for short); 3 expandable polymethyl methacrylate resin beads ( Referred to as EPMMA). Commonly used expandable polystyrene resin beads (EPS) for casting non-ferrous metals, gray iron and general steel casting. Bead characteristics: translucent beads, pre-expansion ratio 40~60, particle size 0.18~0.80 亳m (6 sizes), generally used primary beads have a particle size less than or equal to the minimum wall thickness of the casting 1 /9 ~ 1/10.
2, model making:
There are two cases: â—Ž Made of foamed beads: pre-foaming - curing - foam molding - cooling out of the mold 1 to foam the EPS beads before the mold is added, it is necessary to first foam, so that The beads expand to a certain size. The foaming process determines the density, dimensional stability and accuracy of the model and is one of the key links. There are three methods for pre-expanding EPS beads: hot water pre-expansion, steam pre-expansion and vacuum pre-expansion. The vacuum pre-expanded beads have a high foaming rate, and the beads are dried and used more. 2 The matured foamed EPS beads are placed in a dry, ventilated silo for a certain period of time. In order to balance the external pressure in the beads, the beads have elasticity and re-expansion ability to remove the moisture on the surface of the beads. The ripening time is between 8 and 48 hours. 3 Foaming molding The EPS beads which are foamed and matured are filled into the cavity of the metal mold, heated, the beads are expanded again, the voids between the beads are filled, and the beads are fused to each other to form a smooth surface. , that is, the model. Cooling must be carried out before the mold is released to cool the model below the softening temperature. After the model is hardened and shaped, the mold can be released. After the mold is released, there should be time for the model to be dry and dimensionally stable. The equipment has two types of steaming cylinders and automatic forming machines. â—Ž Made of foam plastic sheet: foam sheet - resistance wire cutting - bonding - model for simple model, the resistance wire cutting device can be used to cut the foam sheet into the desired model. For complex models, first use a resistance wire cutting device to divide the model into several parts and then glue it into a whole model.
3, the model is combined into clusters:
It is a combination of a self-processed (or purchased) foam model and a pouring riser model to form a model cluster, which is sometimes carried out before the coating, sometimes in the case of a buried shape after the coating is prepared. It is an indispensable process for lost mold (real) casting. Currently used bonding materials: rubber emulsion, resin solvent and hot melt adhesive and tape paper.
4, model coating:
The surface of the solid casting foam model must be coated with a certain thickness of the coating to form the inner shell of the mold. The function of the coating is to improve the strength and rigidity of the EPS model, improve the surface erosion resistance of the model surface, prevent the surface damage and vibration of the model during the sanding process and the deformation of the model during the negative pressure setting, and ensure the dimensional accuracy of the casting. A commercially available special coating for lost foam casting, which is stirred with water in a paint mixer to obtain a suitable viscosity. The agitated paint is placed in a container, and the model group is coated by dipping, brushing, pouring, and spraying. It is usually applied twice to make the coating thickness 0.5 ~ 2mm. It is selected according to the type, structure and size of the casting alloy. The coating is dried at 40 to 50 °C.
5, vibration modeling:
We introduce a commonly used modeling method (one of two methods). The process includes the following steps: sand bed preparation - placing EPS model - sand filling - sealing setting 1 sand bed preparation The sand box with the pumping chamber is placed on the vibration table and clamped. Put a certain thickness of bottom sand at the bottom (generally the thickness of the sand bed is above 50~100mm), and the vibration is tight. The molding sand is dry quartz sand without binder, no filling and no water. The ferrous metal has a high temperature, and the coarser sand can be used, and the aluminum alloy is made of fine sand. The sand should be used repeatedly after being treated. The sand box is a sand box with a single opening, a pumping chamber or an air suction pipe, a lifting or walking mechanism. 2 After the EPS model is placed and tapped, the EPS model group is placed according to the process requirements, and the sand is fixed. 3 sand filling into the dry sand (several sanding methods), while applying vibration (X, Y, Z three directions), the time is generally 30 ~ 60 seconds, so that the molding sand fills the various parts of the model, and the accumulation of sand The density increases. 4 The surface of the sealed shaped sand box is sealed with a plastic film. The vacuum pump is used to draw a certain vacuum into the sand box. The difference between the atmospheric pressure and the pressure inside the mold is used to “bond†the sand together to keep the casting process from collapsing. It is called “negative pressure setting. It is more commonly used.
6, cast replacement EPS model generally softens around 80 °C, decomposition at 420 ~ 480 °C. The decomposition products are gas, liquid and solid. The thermal decomposition temperature is different, and the contents of the three are different. In solid casting, under the action of liquid metal, the EPS model undergoes pyrolysis gasification, generates a large amount of gas, continuously discharges through the coated sand, and forms a certain pressure in the mold, model and metal gap. The metal continuously occupies the position of the EPS model and advances, causing a replacement process between the liquid metal and the EPS model. The end result of the displacement is the formation of a casting. The pouring operation is slow-fast-slow. And keep pouring continuously to prevent the pouring process from breaking. After pouring, the mold vacuum is maintained for 3 to 5 minutes and then the pump is stopped. The pouring temperature is 30 to 50 ° C higher than the temperature of the sand casting.
7. After cooling and cooling, the solid casting sand is the simplest. The sand box can be slanted out of the casting or the casting can be directly hoisted from the sand box. The casting is naturally separated from the dry sand. The separated dry sand is treated and reused.
2, model making:
3, the model is combined into clusters:
4, model coating:
5, vibration modeling:
6, casting replacement
7, cooling and cleaning the lost mold introduction lost foam casting 1, the choice of foam beads:
2, model making:
3, the model is combined into clusters:
4, model coating:
5, vibration modeling:
6, casting replacement
7. Cooling and cleaning. Editing this paragraph. Lost Foam Introduction Lost Foam Casting (also known as solid casting) is made of foamed plastic (EPS, STMMA or EPMMA) polymer materials to be exactly the same as the structure and size of the parts to be cast. The mold is dip-coated with refractory paint (intensified, smooth, and ventilating) and dried, and then buried in dry quartz sand for three-dimensional vibration modeling. The cast casting sand box is poured into the molten metal under negative pressure. The new material casting method is a new casting method in which a polymer material model is heated and gasified, and then replaced by a liquid metal to form a new one-time molding and casting process. There are many different names for lost foam casting. The main domestic name is “dry sand solid casting†and “negative compact castingâ€, referred to as EPS casting. Foreign names are: lost foam process ( USA ), policast process ( Italy ), etc. Compared with traditional casting technology, lost foam casting technology has unparalleled advantages, and is called “the casting technology of the 21st century†and “the green revolution of the foundry industry†by the casting industry at home and abroad. Lost foam casting has the following characteristics: 1. Good casting quality and low cost; 2. Unlimited material and suitable size; 3. High precision, smooth surface, reduced cleaning and machine saving; 4. Internal defects are greatly reduced, casting organization Dense; 5, can achieve large-scale, large-scale production; 6, for large-scale production casting of the same casting; 7, for manual operation and automated assembly line production and operation control; 8, production line in line with environmental protection technical parameters requirements 8. It can greatly improve the working environment and production conditions of the foundry production line, reduce labor intensity and reduce energy consumption. .
Edit this paragraph lost foam casting lost foam casting process:
Introduction to the lost foam casting process:
1, the choice of foam beads:
There are three types of foam beads dedicated to lost foam casting. 1 expandable polystyrene resin beads (abbreviated as EPS); 2 expandable methyl methacrylate and styrene copolymer resin beads (STMMA for short); 3 expandable polymethyl methacrylate resin beads ( Referred to as EPMMA). Commonly used expandable polystyrene resin beads (EPS) for casting non-ferrous metals, gray iron and general steel casting. Bead characteristics: translucent beads, pre-expansion ratio 40~60, particle size 0.18~0.80 亳m (6 sizes), generally used primary beads have a particle size less than or equal to the minimum wall thickness of the casting 1 /9 ~ 1/10.
2, model making:
There are two cases: â—Ž Made of foamed beads: pre-foaming - curing - foam molding - cooling out of the mold 1 to foam the EPS beads before the mold is added, it is necessary to first foam, so that The beads expand to a certain size. The foaming process determines the density, dimensional stability and accuracy of the model and is one of the key links. There are three methods for pre-expanding EPS beads: hot water pre-expansion, steam pre-expansion and vacuum pre-expansion. The vacuum pre-expanded beads have a high foaming rate, and the beads are dried and used more. 2 The matured foamed EPS beads are placed in a dry, ventilated silo for a certain period of time. In order to balance the external pressure in the beads, the beads have elasticity and re-expansion ability to remove the moisture on the surface of the beads. The ripening time is between 8 and 48 hours. 3 Foaming molding The EPS beads which are foamed and matured are filled into the cavity of the metal mold, heated, the beads are expanded again, the voids between the beads are filled, and the beads are fused to each other to form a smooth surface. , that is, the model. Cooling must be carried out before the mold is released to cool the model below the softening temperature. After the model is hardened and shaped, the mold can be released. After the mold is released, there should be time for the model to be dry and dimensionally stable. The equipment has two types of steaming cylinders and automatic forming machines. â—Ž Made of foam plastic sheet: foam sheet - resistance wire cutting - bonding - model for simple model, the resistance wire cutting device can be used to cut the foam sheet into the desired model. For complex models, first use a resistance wire cutting device to divide the model into several parts and then glue it into a whole model.
3, the model is combined into clusters:
It is a combination of a self-processed (or purchased) foam model and a pouring riser model to form a model cluster, which is sometimes carried out before the coating, sometimes in the case of a buried shape after the coating is prepared. It is an indispensable process for lost mold (real) casting. Currently used bonding materials: rubber emulsion, resin solvent and hot melt adhesive and tape paper.
4, model coating:
The surface of the solid casting foam model must be coated with a certain thickness of the coating to form the inner shell of the mold. The function of the coating is to improve the strength and rigidity of the EPS model, improve the surface erosion resistance of the model surface, prevent the surface damage and vibration of the model during the sanding process and the deformation of the model during the negative pressure setting, and ensure the dimensional accuracy of the casting. A commercially available special coating for lost foam casting, which is stirred with water in a paint mixer to obtain a suitable viscosity. The agitated paint is placed in a container, and the model group is coated by dipping, brushing, pouring, and spraying. It is usually applied twice to make the coating thickness 0.5 ~ 2mm. It is selected according to the type, structure and size of the casting alloy. The coating is dried at 40 to 50 °C.
5, vibration modeling:
We introduce a commonly used modeling method (one of two methods). The process includes the following steps: sand bed preparation - placing EPS model - sand filling - sealing setting 1 sand bed preparation The sand box with the pumping chamber is placed on the vibration table and clamped. Put a certain thickness of bottom sand at the bottom (generally the thickness of the sand bed is above 50~100mm), and the vibration is tight. The molding sand is dry quartz sand without binder, no filling and no water. The ferrous metal has a high temperature, and the coarser sand can be used, and the aluminum alloy is made of fine sand. The sand should be used repeatedly after being treated. The sand box is a sand box with a single opening, a pumping chamber or an air suction pipe, a lifting or walking mechanism. 2 After the EPS model is placed and tapped, the EPS model group is placed according to the process requirements, and the sand is fixed. 3 sand filling into the dry sand (several sanding methods), while applying vibration (X, Y, Z three directions), the time is generally 30 ~ 60 seconds, so that the molding sand fills the various parts of the model, and the accumulation of sand The density increases. 4 The surface of the sealed shaped sand box is sealed with a plastic film. The vacuum pump is used to draw a certain vacuum into the sand box. The difference between the atmospheric pressure and the pressure inside the mold is used to “bond†the sand together to keep the casting process from collapsing. It is called “negative pressure setting. It is more commonly used.
6, cast replacement EPS model generally softens around 80 °C, decomposition at 420 ~ 480 °C. The decomposition products are gas, liquid and solid. The thermal decomposition temperature is different, and the contents of the three are different. In solid casting, under the action of liquid metal, the EPS model undergoes pyrolysis gasification, generates a large amount of gas, continuously discharges through the coated sand, and forms a certain pressure in the mold, model and metal gap. The metal continuously occupies the position of the EPS model and advances, causing a replacement process between the liquid metal and the EPS model. The end result of the displacement is the formation of a casting. The pouring operation is slow-fast-slow. And keep pouring continuously to prevent the pouring process from breaking. After pouring, the mold vacuum is maintained for 3 to 5 minutes and then the pump is stopped. The pouring temperature is 30 to 50 ° C higher than the temperature of the sand casting.
7. After cooling and cooling, the solid casting sand is the simplest. The sand box can be slanted out of the casting or the casting can be directly hoisted from the sand box. The casting is naturally separated from the dry sand. The separated dry sand is treated and reused.
Body Warmer,Black Body Warmer,Reversible Body Warmer
Waterproof Workwear,Normal Workwear Co., Ltd. , http://www.high-visworkwear.com